Армирующий металл Компании «Fırat» изготавливается интегрировано вместе с нашими профилями. Производство армирования осуществляется с предотвращением каких-либо дефектов и с соблюдением классов оцинкованной стали горячего погружения согласно стандарту TSE 822, классов качества FePO2g, применяемого для работы с профилем в стандарте TSE EN 10142, и в соответствии с требованиями стандарта DIN. На всех этапах производства, включая нарезку, сгиб и упаковку, используются системы компьютерного контроля. Оцинкованные листы горячего погружения перед производством проходят испытание цинкового покрытия. Оцинкованная сталь горячего погружения имеет длительный срок эксплуатации и высокую коррозионную стойкость. Цинковое покрытие не осыпается при придании изделию формы путем сгиба. Данный материал обладает огнестойкостью и устойчивостью ко всем внешним факторам. Обеспечивается минимальная потеря в толщине в обычных погодных условиях. На всех этапах, включая поступление сырья, подготовку к производству, производство и послепроизводственный период, в наших современных лабораториях проводятся постоянные испытания контроля качества. Армирующий металл, составляющий каркас оконных и дверных систем из ПВХ Компании «Fırat», на протяжении многих лет сохраняет свою форму и прочностные характеристики, что обеспечивает более длительный срок эксплуатации систем. Наше армирование предоставляется нашим клиентам после фасовки и упаковки на полностью автоматизированном оборудовании в защищенной от внешних факторов форме и с обеспечением соответствующих весовых показателей.

ОБЩИЕ СВЕДЕНИЯ
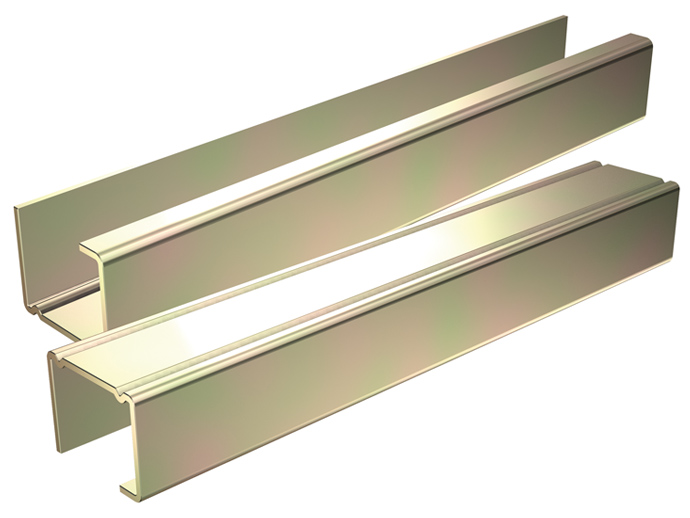
Толщина стенки армирующего металла должна соответствовать условиям эксплуатации оконных и дверных систем из ПВХ. Например, в многоэтажных зданиях (выше 6 этажей) армирование с неправильно выбранной толщиной стенки не сможет противостоять ветровой нагрузке, что по прошествии времени становится причиной повреждения системы и возникновения протечек воды и воздуха. Армирующий металл должен иметь чрезвычайно упорядоченную конструкцию и форму. Армирование с нарушенной конструкцией и формой вызывает деформацию пластмассового профиля, что может нанести ущерб функционированию всей системы.
Зазор между армирующим металлом и внутренней поверхностью пластмассового профиля должен составлять не менее 1 мм и не более 2 мм. При большем зазоре снижаются прочностные характеристики и ослабляются винтовые крепления. А при меньшем зазоре создается препятствие для расширения пластмассового профиля, что становиться причиной возникновения трещин.
Продольное сечение армирующего металла должно быть отрегулировано с учетом соответствующего расстояния, оставляемого на плавление на участках сварки пластмассового профиля. Для сечений 90º с обеих сторон по длине профиля необходимо оставить на плавление 10 мм, а для сечений 45º - 7,5 мм. Армирование должно быть выполнено из цельной детали, соответствующей участку использования. В системе могут возникнуть повреждения при изготовлении профиля из нескольких частей.
Армирующий металл, даже при применении наиболее коротких деталей, должен крепиться в не менее, чем двух точках. Интервал между шурупами должен составлять не более 30-40 см. Фиксацию необходимо выполнять, отступив от начальной точки максимально на 15 см.
При нарезке армирования необходимо обратить внимание на обеспечение ровного края без окалин. Пила должна работать на низких оборотах.
Армирующий металл не следует хранить на открытых площадках. При складировании профиля необходимо предотвращать контакт с ливневыми стоками, водой, влагой и землей. Участок складирования должен быть защищен от чрезмерных температурных перепадов. Также следует избегать длительного хранения данной продукции.